
濡れ性良好でボイドの少ないQFN特化ハロゲンフリーソルダーペースト「E22HF」の濡れ上がり試験
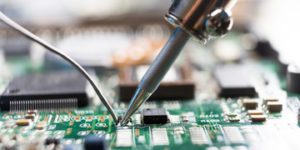
濡れ性良好のQFN特化ハロゲンフリーソルダーペースト「E22HF」の濡れ上がり試験の様子です。 濡れ性良好という特長以外に、ボイドが少ないという特長もあります。 詳細は、紹介ページにてご確認ください。 現在、本製品のサンプルを提供しておりますので、ご関心がおありでしたら次のページよりご連絡ください。 QFN特化ハロゲンフリーソルダーペースト「E22HF」サンプル請求フォーム
濡れ性良好のQFN特化ハロゲンフリーソルダーペースト「E22HF」の濡れ上がり試験の様子です。 濡れ性良好という特長以外に、ボイドが少ないという特長もあります。 詳細は、紹介ページにてご確認ください。 現在、本製品のサンプルを提供しておりますので、ご関心がおありでしたら次のページよりご連絡ください。 QFN特化ハロゲンフリーソルダーペースト「E22HF」サンプル請求フォーム
コネクター部分全面にソルダーペーストをベタ印刷しリフロー炉へ。 コネクターを上向きと下向きで流し、仕上がりを比較した。 ①フィレットの光沢の違いは、ピンが上向きだとリフロー炉から出て急速に冷却される為、光沢がありきれいである。 ②ピンが下向きでは下部のアルミパレットからの輻射熱で冷却が遅れデンドライドが出て、光沢が失われる。 温度プロファイルの設定は上部ヒーターより下部ヒーターを高目に活用することで基板への加熱効率が高まり全体の加熱時間が短縮出来る。これはフラックスの性能も最大限に引き出すことが可能である。 リフローはんだ付けの基本原理は基板ランドの熱ではんだを溶かす事である。
フラックスには、はんだ付け性を向上させる役割があります。 そもそもフラックスがないとはんだが付きません。 (フラックスなしでもつけるような特殊な方法はありますが、一般的には付きません。)具体的には、基板の洗浄を行い、はんだを濡れ広がらせるための役割を持っています。 はんだ付けする銅の表面は、酸化物で覆われており、はんだ自体も酸化してしまうため、それら表面の酸化物を除去しないとはんだが付きません。 そのためフラックスで基板の洗浄を行う必要があります。 また、はんだ付けの際、加熱時に表面が酸化してしまうため、その酸化を防ぐためにもフラックスが必要になってきます。 そして、はんだ付けの切れ性をよくするためにもフラックスは必要です。 ※切れ性とは? はんだ付をしていてコテを抜いた時に銅についたはんだが引っ張られて角のような状態になることがあります。 しかし、フラックスがあることで、はんだがスパッと切れます。このことを切れ性と呼びます。 フラックスは大きく次の3種類に分けられます。 やに入りはんだのフラックス 液状フラックス ソルダーペーストのフラックス やに入りはんだのフラックスは、手付はんだもしくはロボットはんだ付けに使われ、液状フラックスは、噴流はんだ付けに使われ、ソルダーペーストのフラックスは、表面実装に使われます。 例えば、基板にソルダーペーストを印刷し、部品を乗せ、リフロー炉に入りはんだ付けします。この工程によるはんだ付けは、耐熱性のない部品にはできないため、その後で耐熱性のない部品は、ロボットや手付ではんだ付けをする、という流れで行われるのが一般的です。 フラックス含有量は、はんだ付け性に大きく影響します。 含有量が少なすぎるとはんだ付けに失敗する危険性が高まります。 逆に多すぎるとはんだ付け後のフラックスに残渣が残り、見た目が悪くなったりします。 またフラックス自体は電気を通さない性質であるため、はんだ付けする場所と関係のない電極に付いてしまうと、通電性が悪くなる原因にもなります。 そして、やに入りはんだのフラックス含有量は、そのフラックスの特徴等によって決められることもあります。 松脂に活性剤を溶かし込んだものがフラックスです。この活性剤には、はんだ付け性を大きく向上させる働きがあります。 そのため、はんだ付け性を向上させるために、活性剤を増やすということも考えられますが、活性剤が多すぎると腐食につながってしまうため注意が必要です。 腐食は、主に銅が腐食します。腐食が進行すると導通不良を起こしたりします。 各フラックスごとの活性剤の含有比率に関しては、次の図を参考にしてください。 以上、フラックスの役割についてご説明しました。 やに入りはんだとフラックスの関係について、次のページでも説明していますのでご覧ください(やに入りはんだとは?フラックスとの違いは?)。 またはんだ付けの基礎知識も公開しております。