
| 3大接合方法 | |
|---|---|
| 接着 | 固体と固体
固体と固体の間にある接着剤が固まることで接合します。 嫌気性接着剤, 紫外線硬化型接着剤, エポキシ系接着剤, 他 |
| 溶接 | 液体と液体
金属と金属の接合で、それぞれの金属を溶かして接合します。 アーク溶接, ガス溶接, レーザー溶接, 他 |
| はんだ付け | 固体と液体
接合する金属とはんだとの間に合金層を形成して接合します。 |
はんだ付けとは
はんだ付けは接合しようとする金属(銅、鉄等)より溶ける温度の低い金属を用いて金属同士を接合する方法で、
接合する金属とはんだの間に合金層を形成することにより接合を行うものです。
接合する金属とはんだの間に合金層を形成することにより接合を行うものです。
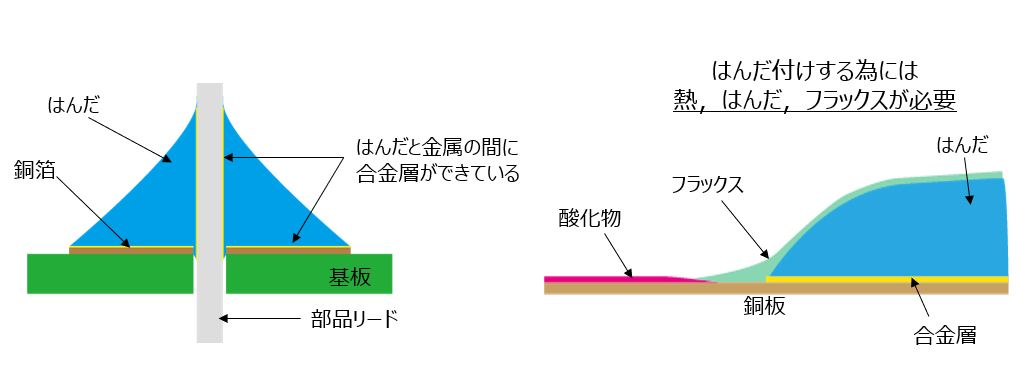
はんだと金属の接合面に合金層が均一に形成されていないものは接合が充分とは言えません。
はんだ付けの良し悪しははんだと金属の間に適度な合金層が形成される。
はんだ付けの良し悪しははんだと金属の間に適度な合金層が形成される。
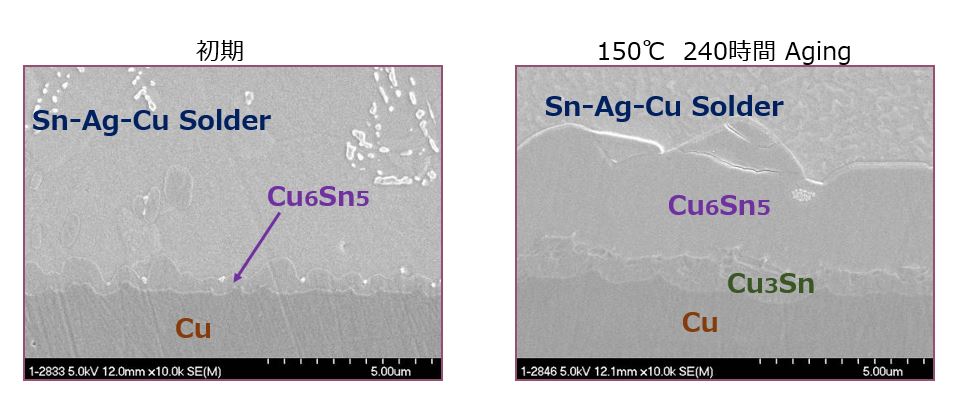
合金層
合金層は金属間化合物で硬くて脆い性質がある。
温度や時間の因子で金属間化合物は成長し、強い衝撃や振動を加えると接合部の割れにつながることがある。
温度や時間の因子で金属間化合物は成長し、強い衝撃や振動を加えると接合部の割れにつながることがある。
・こて先温度は必要以上に高くしない。
・はんだ付けはできるだけ短時間で行う。
・はんだ付けはできるだけ短時間で行う。
はんだ付けの4要素
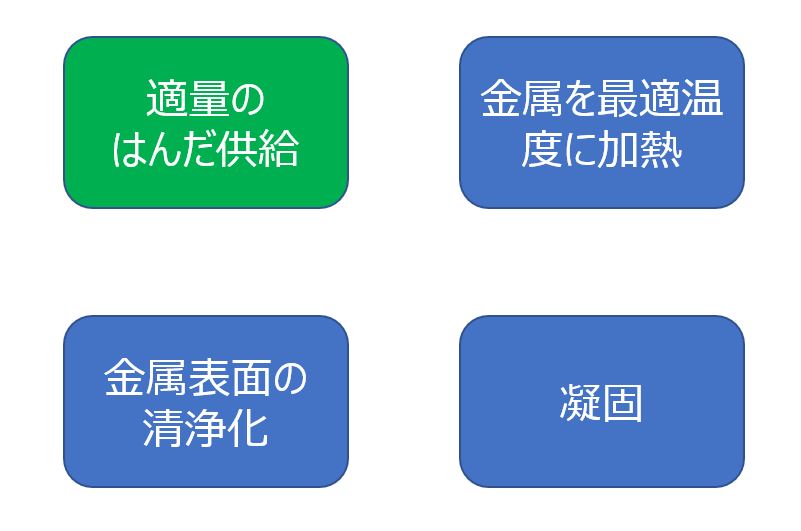
適量のはんだの供給

はんだ付けを外観から判断
1)はんだ表面にツヤがあり滑らかである。
2)はんだ量が適当で、はんだが接合しようとする金属に密着している。
3)富士山型のフィレットを形成し、はんだの裾野が充分広がっている。
4)割れ、ピンホール等がない。
2)はんだ量が適当で、はんだが接合しようとする金属に密着している。
3)富士山型のフィレットを形成し、はんだの裾野が充分広がっている。
4)割れ、ピンホール等がない。
接合部の加熱
接合部を適正な温度に加熱すること
加熱温度が低いと合金層が充分に形成されなかたり、また加熱温度が高いとフラックスが劣化しはんだ付けができなくなったり
合金層が成長し過ぎてはんだ付け部が脆くなります。
適度な合金層を形成するためには接合部を適正な温度に加熱することが必要です。
加熱温度が低いと合金層が充分に形成されなかたり、また加熱温度が高いとフラックスが劣化しはんだ付けができなくなったり
合金層が成長し過ぎてはんだ付け部が脆くなります。
適度な合金層を形成するためには接合部を適正な温度に加熱することが必要です。
接合最適温度 = はんだの融点 + 約50℃
※コテ先温度ではない接合部の温度
作業に適したはんだコテの使用
・コテ先温度、コテ先形状
・異なった金属を素早く最適温度に加熱するコテの当て方
・銅箔、部品、リード線など両方を加熱
・コテ先温度、コテ先形状
・異なった金属を素早く最適温度に加熱するコテの当て方
・銅箔、部品、リード線など両方を加熱
はんだコテの取り扱い
コテ先管理
はんだコテのコテ先はクリーニングスポンジで常にはんだカスを落としきれいな状態で使用してください。
はんだコテのコテ先はクリーニングスポンジで常にはんだカスを落としきれいな状態で使用してください。
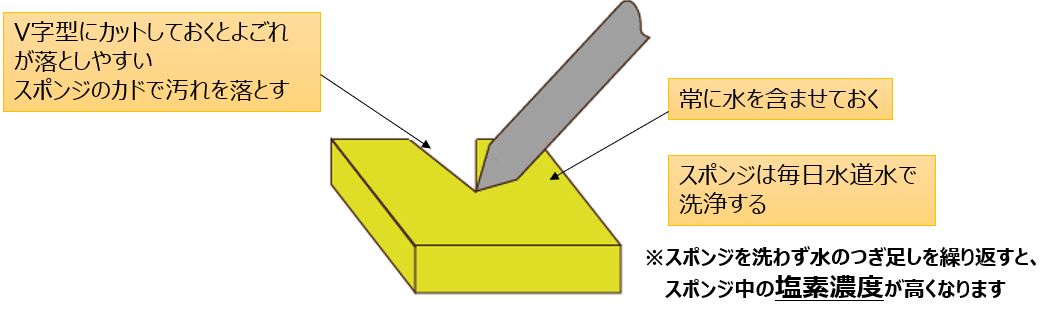
作業終了後はコテ先のはんだカスをきれいに落とし、新しいはんだを指しておくと、コテ先が長持ちします。
フラックスの作用
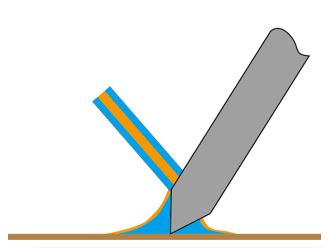
①フラックスは金属表面の酸化物を除去しながら広がる。
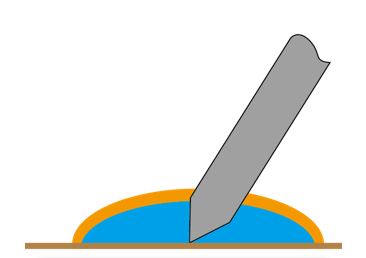
②溶融はんだが追従して広がり、適量のはんだが供給される。
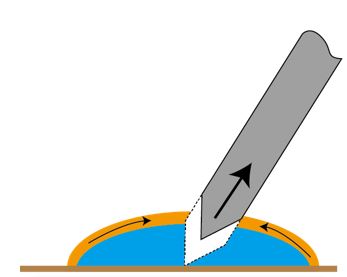
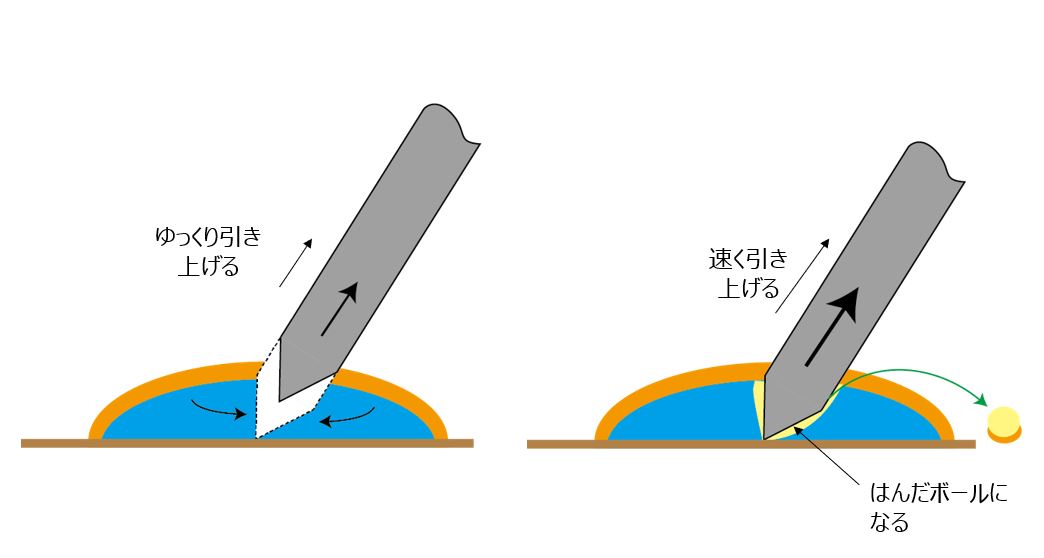
③はんだこてを引き上げると、フラックスは矢印の方向に移動する。
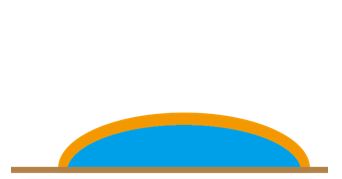
④溶融はんだの表面の再酸化を防止します。
⑤オーバー加熱でフラックスが劣化するとはんだの酸化により粘性が上がりツノが発生につながります。
フラックスの役割について次のページで詳しく説明しています(フラックスの役割)。
こて付けで発生するはんだボール
フラックスについて
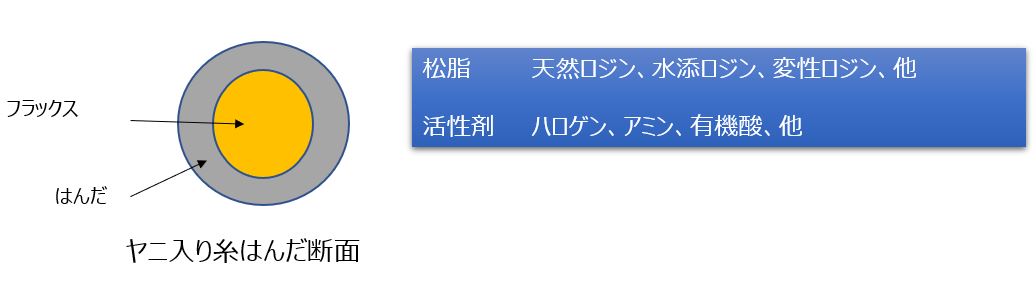
| 添加目的 | 糸はんだ | ポストフラックス | ソルダーペースト | |
|---|---|---|---|---|
| ロジン | はんだ付け性 絶縁性 |
90-99 | 3-25 | 40-70 |
| 活性剤 | はんだ付け性 | 0.1-10 | 0.1-5 | 0.5-15 |
| 溶剤 | 固形分溶解 フラックスの塗布 |
70-98 | 25-40 | |
| チキソ剤 | 印刷性 形状維持 |
3-10 |
拡散
金属表面には酸化物が存在し、その酸化物はフラックスにより除去されます。
酸化物が除去されきれいな金属面にはんだが接触すると原子間距離が近くなり拡散が現象が起こり、
はんだの原子が固体金属内に入り込みます。そしてはんだが濡れ広がり、はんだと接合金属の界面に合金層が形成されます。
酸化物が除去されきれいな金属面にはんだが接触すると原子間距離が近くなり拡散が現象が起こり、
はんだの原子が固体金属内に入り込みます。そしてはんだが濡れ広がり、はんだと接合金属の界面に合金層が形成されます。
Sn融点: 231℃
Cu融点: 1085℃
Cu融点: 1085℃
凝固
溶けたはんだが液体から半溶融状態を経て、固体に戻ります。これを凝固と言いますが、はんだ付け作業ははんだが凝固することにより完了します。
はんだが完全に凝固しない時点で振動や、外力を与えると、はんだフィレットに小さな亀裂が発生し、はんだ付け部が脆く割れやすい状態になってしまします。
はんだが完全に凝固しない時点で振動や、外力を与えると、はんだフィレットに小さな亀裂が発生し、はんだ付け部が脆く割れやすい状態になってしまします。
・はんだ付け部は出来るだけ速く温度を下げる
・金属組織の粗大化を防ぐ
・合金層の成長を防ぐ
・はんだが固まるまで接合部を動かさない
・ひび割れの発生を防ぐ
・金属組織の粗大化を防ぐ
・合金層の成長を防ぐ
・はんだが固まるまで接合部を動かさない
・ひび割れの発生を防ぐ