
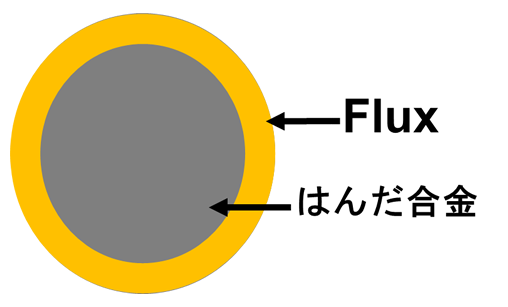
フラックスコーティングはんだ
飛散の原因を取り除くことを実現したフラックスコーティングはんだ
品名:KS218 T-522S 合金成分:Sn-3.0Ag-0.5Cu
飛び散り実験
ハイスピードマイクロスコープにて撮影
シャッター速度:最高1/900000秒 、 光源:専用メタルハライドランプ

KS218 T-522S 飛び散り実験
通常のヤニ入りはんだ 飛び散り実験
紫外線照射による溶融状態の観察 (スロー再生)
通常カメラにて撮影
紫外線 KS218 T-522S コテ付け
特徴
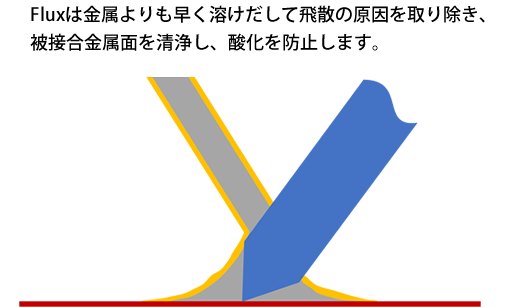
- 融点の低い物質から溶け出すことにより、はんだ合金とFluxの飛散の原因を解消。
- 被接合面に早い段階でFluxが流れ広がり、被接合面の温度上昇が速く、作業効率が上がる。
- はんだ合金が溶融する前に、被接合面を溶融したFluxが覆い、被接合面の酸化を防止及び、清浄する。
- Flux残渣に柔軟性あり、フレキシブル基板に対応可能。
- 残渣の脱落割れがない。
特性表
| 項目 | KS218 T-522S 特性値 | JIS Z 3283 フラックスタイプ AA 特性値 |
|---|---|---|
| 合金成分 | Sn-3.0Ag-0.5Cu | – |
| 固相温度 | 217℃ | – |
| 液相温度 | 219℃ | – |
| フラックスタイプ | JIS AA級 | – |
| ハライド含有量 | 0.03% | 0.1%以下 |
| 水溶液比抵抗値 | 2,870Ωm | 1,000Ωm以上 |
| 広がり | 80.4% | 65%以上 |
| 乾燥度 | 合格 | 粉末タルクが容易に除去できること |
| 絶縁抵抗 | 5.47×1010 (85℃-85%-168hr) | 1.00×109 以上(85℃-85%-168hr) |
| 銅板腐食 | 合格(40℃-90%-96hr) | 比較試験片と比較して腐食が大でないこと |
| マイグレーション | 発生なし | 樹枝状の金属の生成が無いこと |